Lectura de 5 minutos
Estampado progresivo para entornos con alta temperatura
El estampado progresivo es un proceso de fabricación de gran volumen, muy eficiente que permite crear piezas complicadas de una lámina de metal de una sola pieza mediante una combinación variada de operaciones de doblado, punzonado y/o acuñado realizadas de manera progresiva a través de una gran prensa hidráulica reciprocante y una sección superior e inferior del troquel inteligentemente diseñada, que trabajan a medida que la lámina avanza rápidamente a través del proceso.
A veces, este proceso se denomina simplemente como estampado o troquelado de matrices progresivas, en referencia al hecho de que las matrices superior e inferior contienen características geométricas únicas para cada una de las operaciones secuenciales del estampado; a partir de estas características, se puede observar claramente el diseño de la pieza a medida que avanza desde la primera operación hasta la última. De este modo, cada parte de la matriz posee las características geométricas para crear una característica o varias en la lámina, en un único ciclo de estampado de la prensa. Estas características se construyen unas sobre otras a medida que la lámina avanza a través de la matriz, dando lugar finalmente a la geometría final de la pieza. La operación del estampado progresivo suele requerir una gran inversión de capital, por lo que sólo se utiliza en procesos de producción de muy alto volumen.
El “estampado progresivo en caliente” es el término industrial que hace referencia a una versión de estampado progresivo a temperatura elevada, la lámina metálica se calienta a una temperatura muy alta antes de ingresar a las matrices de estampado. Las temperaturas no son triviales, ya que las piezas metálicas suelen calentarse por encima de la primera temperatura de transición del metal. Por ejemplo, en una lámina típica de acero, sería la región de la fase austenítica. El conformado o embutición del metal a temperaturas elevadas es un proceso habitual en los procesos de trabajo del metal, de modo que, al enfriar el metal de nuevo a temperatura ambiente, la microestructura del grano del metal se refina para conseguir propiedades mecánicas del material más deseables.
Una vez finalizada la operación de estampado progresivo y cuando las piezas salen por el extremo de la prensa progresiva, las piezas se vuelven a enfriar a temperatura ambiente para completar la parte del tratamiento térmico de la operación.
Características de alineación
Una vez comprendida la mecánica detrás del proceso de estampado con troqueles progresivos, el siguiente paso es adquirir cierta perspectiva sobre algunas de las características críticas de los troqueles de estampado para construir un proceso de fabricación que desarrolle piezas de calidad en todo momento. Uno de los puntos más críticos que hay que mantener es la alineación de la pieza dentro de la matriz después de cada operación de estampado para que la naturaleza progresiva de la operación pueda funcionar como debe. Si la lámina se desplaza aunque sea una fracción de pulgada de una operación de estampado/conformado a la siguiente, las piezas estarán deformadas y serán inexactas, con las inexactitudes progresando y empeorando a medida que avanzan las operaciones dentro del proceso. El proceso de estampado en caliente también añade una complicación adicional a los desafíos de alineación ya que la lámina metálica se expande térmicamente a temperaturas elevadas.
Debido a esto, las características de alineación son absolutamente esenciales para crear un proceso de estampado robusto y mantener la lámina metálica en la misma posición en todo momento. Una de las características más sencillas y comúnmente utilizadas para lograr conseguirlo es el pin de localización. Estos pines de localización son específicos para una aplicación en concreto y se fijan a la herramienta de la matriz para garantizar que las piezas estén perfectamente posicionadas y sujetas para cada operación de estampado, corte y conformado que se realice sobre la lámina de metal sin procesar. Esta tarea se realiza de forma más rutinaria mediante el uso de pines de localización en ambos lados de la matriz de estampado.
Pines de localización: diseño y función dentro del proceso de estampado en caliente

Los pines de localización no se utilizan como “topes” en la matriz/troquel para crear límites para la lámina metálica. Funcionalmente, los pines de localización se fijan firmemente a las matrices en lugares estratégicos mediante sujetadores a través de la parte inferior del pin de localización. Cabe destacar aquí una sutil pero importante distinción entre los pines de localización empleados en el estampado progresivo y los pines de alineación utilizados en otras operaciones de fabricación. Una combinación de pin/agujero es un método sencillo en la manufactura para alinear o posicionar dos piezas para una operación, pero no es así como se utilizan los pines de localización en las operaciones de estampado de troqueles progresivos. Debido a la naturaleza de la operación de estampado, no hay pines que pasen a través de los agujeros, sino que los pines de localización se utilizan simplemente como un tipo de tope.
Probablemente, el primer lugar donde se utilizan pines de localización en procesos de estampado en caliente es justo al principio, cuando la lámina ingresa por primera vez a la matriz. Esta región se denomina “línea de primer golpe” y representa la zona donde, literalmente, ocurre el primer golpe en la lámina metálica desde la prensa. Este primer paso en el que la lámina metálica se introduce en la matriz, es la parte más crítica de la operación de estampado, ya que las desalineaciones que se producen aquí pueden ser las más perjudiciales para los componentes de la matriz y también pueden provocar deformidades en las piezas. Por esta razón, asegurar que la localización de la primera línea de impacto sea correcta es una parte crucial de la configuración de la matriz y los pines de localización que se utilizan frecuentemente en este paso. Los pines de localización también se pueden utilizar como soporte para la lámina de metal colocando los pines debajo de la lámina de alimentación de la matriz.
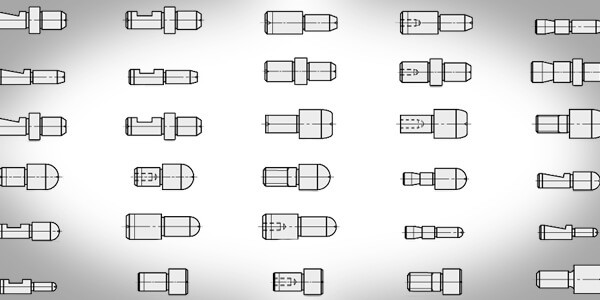
Los pines de localización vienen en muchas formas, tamaños y configuraciones diferentes, con algunos específicamente diseñados para aplicaciones de matrices/troqueles, jigs y fixtures para estampado progresivo en caliente. Los usos de los pines de localización en el estampado progresivo en caliente son mucho más numerosos de lo que se ha resumido aquí, por lo que se recomienda buscar las geometrías disponibles para encontrar la que mejor se adapte a tu aplicación.
Visita nuestra página para obtener más detalle sobre los pines de localización NAAMS y otros tipos de pines de localización.
Para más información, nuestro equipo de Soporte Técnico está para apoyarte, envía un correo a soportetecnico@misumimex.com